すぐに返事をみたのですが、いろいろ考えてしまい返事が遅れました。。。 DXFファイルをインポートをしようとすると→【切削レイヤが見つかりませんでした。CADデータを確認してください】と 表示され、起動しません。 使用しているCADはPOWER SHAPEです。 試しに.DXFをNCDに変えてインポートをすると起動はできますが、当然ファイルは出ません。。。
お世話になっております。 アドレスに間違いがあったため送付できていませんでした。 お手数をお掛けいたしました。
また、ご確認いただきありがとうございます。 問題無くインクリメンタル指令の動きになっていることが確認できました。
お忙しい中迅速にご対応いただき感謝申し上げます。 更新版への盛り込みを心よりお待ちしています。 この度は誠にありがとうございました。
無事受け取りました.以下のような感じで大丈夫でしょうか? 画像では少しわかりにくいかもしれませんが,現リリースよりもうまく逃げが表現できていると思います.
はて,届いていないようです. まがら@maizuru-ct.ac.jp 間違いないですか?(全角ひらがなは半角英字に変換) ローカルの迷惑フォルダにもないので,上位ではねられてるかも? データは圧縮して送ってくださいね. お手数をおかけしますが,よろしくお願いします.
あと, そのデータのシミュレーション結果は,確認のためここに掲示しても良いですか?
お世話になっております。 返信遅れまして申し訳ありません。
早速のご対応いただきありがとうございます。 メールさせていただきましたのでご確認いただけますと助かります。 何卒よろしくお願いいたします。
たぶんできたと思うのですが,いかんせん検証作業が難しく,どうしようかと思案中(Pre-Releaseで公開とか?). 公開しても良いサンプルとかありませんか~? この掲示板は画像しか貼り付けできないので,Googleドライブへのリンクか,私宛にメール頂けると幸いです. (メルアドはREADME.txtの中にあります)
とりいそぎ上の例1,例2をそのまま入力してみた画像を添付します.クリックすると大きく表示されます.
こちらの例では「G2X41.W-0.05R0.05」でZプラス方向に大きく退避するような動きとなりますが、 実際の機械では直線補間と円弧補間が繋がります。
画像に丸印をつけたところですが,これがどうもわからなくて...
お世話になっております。 ご確認いただきありがとうございます。
現在未対応とのことで承知いたしました。 また、今後更新対応していただけるとのことで大変恐れ入ります。 何卒よろしくお願いいたします。
こんにちは
NC旋盤でのインクリメンタル指令(U,W)の軌道が合わないことが多々あり
そもそもで申し訳ないですが,NC旋盤でのインクリメンタル指令(U,W)は現在サポートされておりません orz 単純に需要がなかったということですが,これを機に対応したいと思います.
しばらくお待ちください.
投稿にあたり,サポート掲示板の利用規約を読んでいただいてると思いますが,さすがにこの情報だけでどうにかなるものではありません.利用規約と重複しますが
などなど,可能な限り情報を提供してください. ワタシャ神様でも聖人でもありませんので,もう少し考えていただかないと困りますよ~
意図したとおりのシミュレーション結果を確認できました。 ご対応ありがとうございました。 今後とも宜しくお願いいたします。
ご対応ありがとうございます。 リリースアップお待ちしております。 何卒、宜しくお願い致します。
こちらも意外と簡単になおりましたが,コアライブラリのBoostC++が間もなくバージョンアップするので,そのタイミングでリリースします.もうしばらくお待ちください. バグレポートありがとうございました.
なるほど確認できました. 調査するのでしばらくお待ちください.
ちなみに最初のD番号モーダルの件は意外と簡単に直せました.
すいません。 当方インクリメンタルなので モーダルグループ3(G90,G91)の初期値は G91を使用しています。 ちなみに径補正はD17=4.0、D18=10.0です。
はて?違いがあるようには見えませんけども. これの対策をVer4.14aでしたんだけどなぁ(Issue#21) 以下の画像はVer4.14bです.
まがら 様
ご連絡ありがとうございます。 大変失礼しました。Ver4.14でした。 Ver4.14bで確認できました。
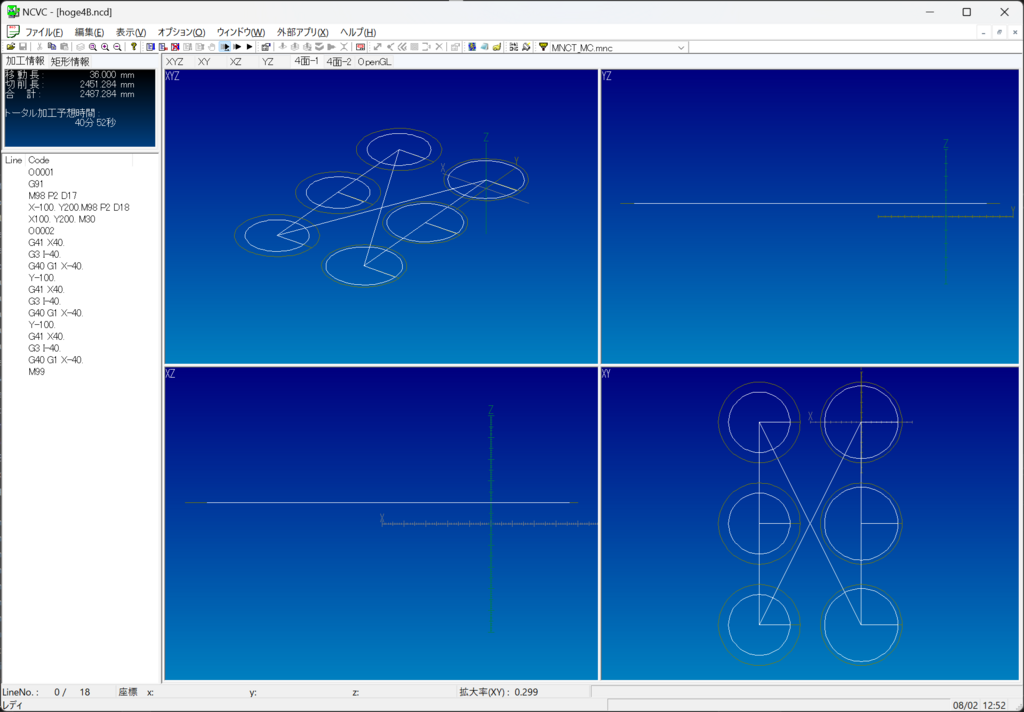
ただ、別の問題がわかりました。 D18の記述位置を 例Aから例Bのようにした時に 例Bのパスがおかしくなります。
(例A) % O0001 M98 P2 D17 D18 X-100. Y200. M98 P2 X100. Y200. M30 O0002 G41 X40. G3 I-40. G40 G1 X-40. Y-100. G41 X40. G3 I-40. G40 G1 X-40. Y-100. G41 X40. G3 I-40. G40 G1 X-40. M99 %
(例B) % O0001 M98 P2 D17 X-100. Y200. M98 P2 D18 X100. Y200. M30 O0002 G41 X40. G3 I-40. G40 G1 X-40. Y-100. G41 X40. G3 I-40. G40 G1 X-40. Y-100. G41 X40. G3 I-40. G40 G1 X-40. M99 %
示していただいたコードを工場のスタッフとも確認しましたが,最新のVer4.14bでは径補正されているようです.NCVCのバージョンをご確認ください.
早速のご連絡ありがとうございます。
教育上の配慮ですが,FANUCの仕様としてはDのモーダルも認められているということで対応します. (少し立て込んでいるので,いつになるかわかりません.)
お時間あるときで構いませんので ご対応宜しくお願いします。
サブプログラム内には補正番号を書かず 呼び出し側のメインプログラムで指定する場合もあります。
下記、例のような時にモーダルでないため、補正なしになります。
(例) % O0001 M98 P2 D21 X-100. M98 P2 D22 X-100. M98 P2 D23 X200. M30
O0002 G41 X40. G3 I-40. G40 G1 X-40. M99 %
NCVCでは全ての径補正コードにD番号を記述しないと補正なしになるようで思った通りに描いてくれません。
こちらはVer4.14aで修正しました. 本校の実習で使っている範囲では問題ないと報告を受けておりますが,まだ問題があるようなら具体的に書いていただけると助かります.
有難うございました。今からやってみます!
NC生成に関するFAQ https://k-magara.github.io/faq/generate.html にあります.
こんばんは、お世話になります。WIN11にしたらNC生成オプションの設定で、切削条件ファイルの読み書きに失敗しました。のエラーになるのですが教えてください。何度もソフト入れ替えたり、「regedit]でアインストールして、みたりして、初期設定してみたんですが お忙しいところ恐縮ですがよろしくお願いします
んなわけないのは分かってますが、意図して切削条件を変えてないのに変わったので質問しています。 最近使い始めたばかりで理解しきれていないのは重々承知しています。 本があるのも初耳です。 取り敢えず3章見てみます。
いきなり日付とuser MADE 名前.nc FROM 名前.dxf AND INIT.nciのような表記がプログラムに含まれるようになりました。
"いきなり"?? 意図せず勝手に入るようになったということですか? んなわけないでしょうww Z値のほうもそうですが,切削条件を変えたからそうなったと思いますよ.なぜ変わったのかは知りませんけど.
文脈から察するに,NCデータが生成される仕組みをよく理解されていないご様子. ソフトの性格上,正しく理解して使わないと事故の元となります.まず本を買って勉強されることを強く推奨します.
ご質問の件は3章の基本的な加工あたりに書かれてますよ~
ではがんばってください.
返信が遅れて申し訳ありません。 忙しくて自分のプログラムの方に手が付かずに確認が遅れてしまいました。
問題無く表示されています。 有難うございます。
本日Ver4.14bをリリースしました. 翌日リリースで少し気が引けましたが,次が立て込んでいるので...
バグレポートありがとうございました😄
確認しました.直します. Issue#24 再オープンです.
画像を付けそこないました。「アップロード」を押さないとダメなんですね。 ※始点、終点がおかしい、という事です。
因みに64ビット版です。
早速テストしてみました。
円(ヘリカル)で表示がおかしいようですけど、 真柄さんの環境では正常でしょうか? ※XYは付けても大丈夫になりました。他の2件も大丈夫だと思います。
G00X0Y0Z0 G02I1.0Z-0.5F30(X0Y0を入れても同じ)
本日Ver4.14aをリリースしました. 上記1~3はこれでなおっていると思います.ご賞味ください.
特定ビデオカード上での不具合はまだ調査中です. やっと環境が整いつつあります.
おはようございます。色々NCテストしまして返事が遅くなってしまいました。 今回ご指導ありがとうございました。また何かございましたらよろしくお願いいたします。
Look at FAQ! https://k-magara.github.io/faq/generate.html 上のもここにあったwww
要約すると
こんばんは お陰様でなおりました! 切削レイヤのチエックを外すことと、メモ帳でレイヤ行削除2通りやってみました。ただヘッダーのコメント消しと保存ができていません。よろしかったら、ご指導頂ければたすかります。 お世話になり大変助かりました又何かありましたらよろしく、ご指導をお願い致します。
現場スタッフに確認したところ,実機(FUNAC)でも問題ないということなので対応がむばります. (実習でもよく学生が書くそうです)
こんばんは!早速のご連絡ありがとうございます。 早速ご指導の件試してみます。後日、結果報告させて頂きます。 ありがとうございました
前提として、『NCVCが作り出すコードがおかしい』、と言っているわけではありません。 NCVCの『ビュワー機能』についての事です。
本来、 G02X0Y0I1.0 とXYを書き込んでも大丈夫な筈?なのにちゃんと表示されない、という事です。 GRBLの仕様とは別の問題としておかしいのでは?
で、GRBLでは、 G02I1.0J0F30 だと、軸指定が無いのでダメです。 GRBLのエラーコードの26に相当します。 https://github.com/gnea/grbl/blob/master/doc/csv/error_codes_en_US.csv より
26 Invalid gcode ID:26 No axis words found in block for g-code command or current modal state which requires them.
[全円は2分割]にチェック、は実際に使用しています。=OKです。
にわかには信じがたい.
モータは接続していませんがGrbl1.1hを書き込んだArduinoが眠っていたので,これで確認できました.
すると... error:26 で停止しましたわ.うそ~~ん [全円は2分割]にチェックを入れるとうまくいくのでこちらでお願いします. ちなみにこのスクショはGrblと通信できるNCVCアドインです. (エラーリカバリがイマイチなのであまりオススメしていない)
他にもGRBLユーザさんはいらっしゃると思いますがこの報告は初めて.にわかには信じがたい. 列挙されたコードになかったのでもう一度書きますが G02I1.0J0F30 で試してみてください.XYなしのIJ指定です.
これで失敗するようなら [全円は2分割]にチェックして強制的にXYどちらかが発生するコードを吐く方法でお願いします.
理解しました. 座標系はかなり横着してたかも... なるべくご希望に添えるように善処します.
XYよりもIJが省略不可ではなかったですか? GRBLでは、そういった事は無いです。 (元がX0、Y0、Z0の位置にいる&G17がモーダルとして)
G02I1.0 ←動かない、という以前に、センダーがエラーとして送信しない。 G02X0I1.0 ←OK G02Y0I1.0 ←OK G02X0Y0I1.0 ←OK G02Z0I1.2 ←ダメ
という感じです。もちろん G02X0I1.0J0F30 ならOKです。

すぐに返事をみたのですが、いろいろ考えてしまい返事が遅れました。。。
DXFファイルをインポートをしようとすると→【切削レイヤが見つかりませんでした。CADデータを確認してください】と
表示され、起動しません。
使用しているCADはPOWER SHAPEです。
試しに.DXFをNCDに変えてインポートをすると起動はできますが、当然ファイルは出ません。。。
お世話になっております。
アドレスに間違いがあったため送付できていませんでした。
お手数をお掛けいたしました。
また、ご確認いただきありがとうございます。
問題無くインクリメンタル指令の動きになっていることが確認できました。
お忙しい中迅速にご対応いただき感謝申し上げます。
更新版への盛り込みを心よりお待ちしています。
この度は誠にありがとうございました。
無事受け取りました.以下のような感じで大丈夫でしょうか?
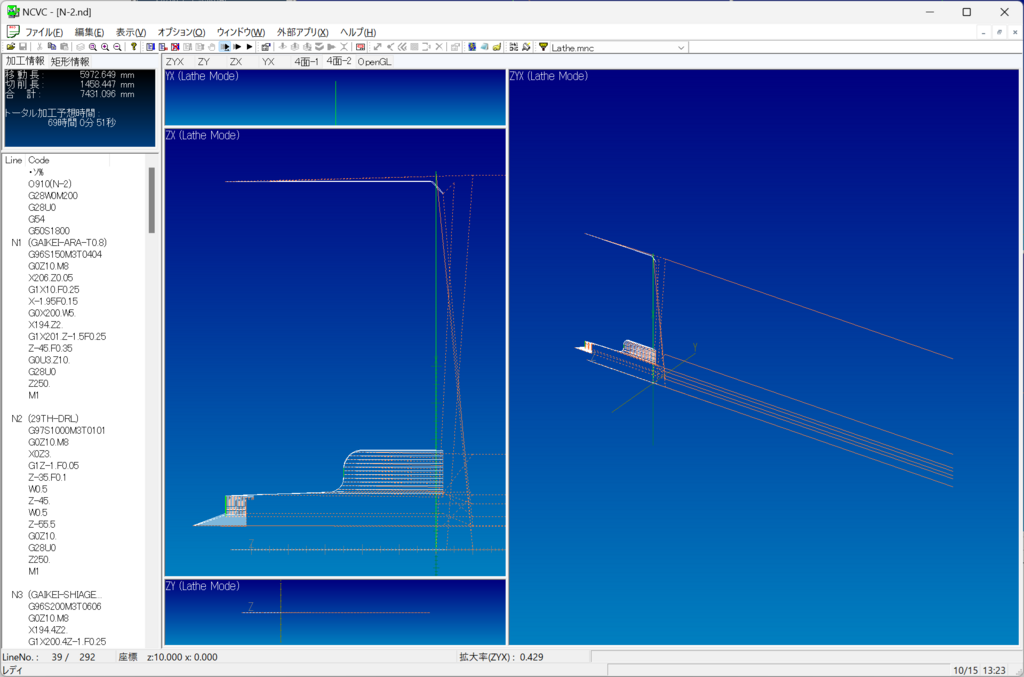
画像では少しわかりにくいかもしれませんが,現リリースよりもうまく逃げが表現できていると思います.
はて,届いていないようです.
まがら@maizuru-ct.ac.jp 間違いないですか?(全角ひらがなは半角英字に変換)
ローカルの迷惑フォルダにもないので,上位ではねられてるかも?
データは圧縮して送ってくださいね.
お手数をおかけしますが,よろしくお願いします.
あと,
そのデータのシミュレーション結果は,確認のためここに掲示しても良いですか?
お世話になっております。
返信遅れまして申し訳ありません。
早速のご対応いただきありがとうございます。
メールさせていただきましたのでご確認いただけますと助かります。
何卒よろしくお願いいたします。
たぶんできたと思うのですが,いかんせん検証作業が難しく,どうしようかと思案中(Pre-Releaseで公開とか?).
公開しても良いサンプルとかありませんか~?
この掲示板は画像しか貼り付けできないので,Googleドライブへのリンクか,私宛にメール頂けると幸いです.
(メルアドはREADME.txtの中にあります)
とりいそぎ上の例1,例2をそのまま入力してみた画像を添付します.クリックすると大きく表示されます.
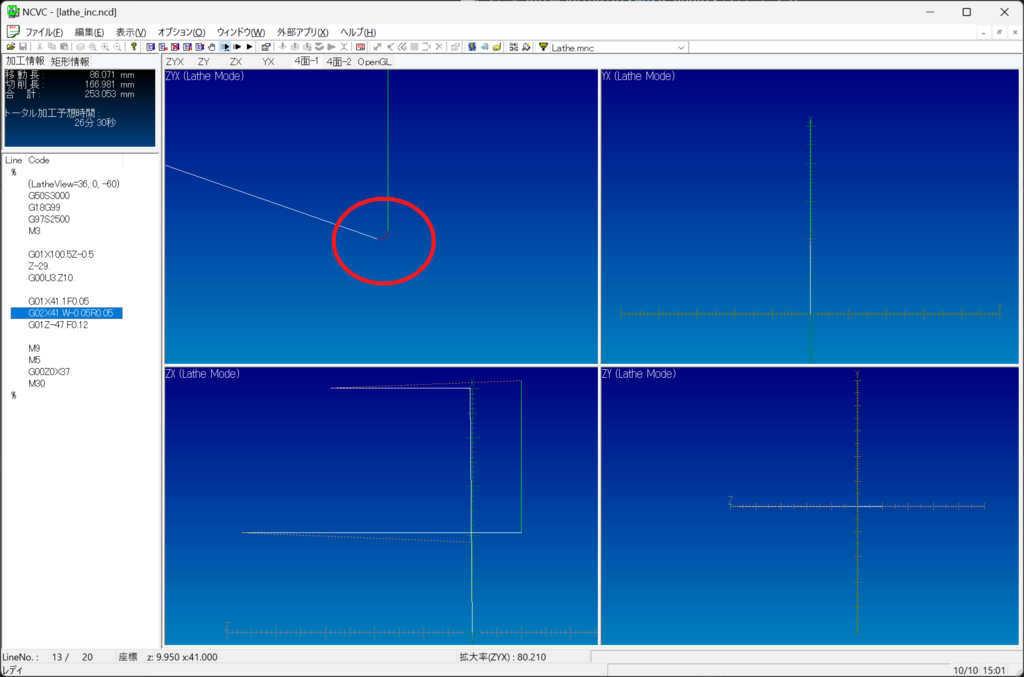
画像に丸印をつけたところですが,これがどうもわからなくて...
お世話になっております。
ご確認いただきありがとうございます。
現在未対応とのことで承知いたしました。
また、今後更新対応していただけるとのことで大変恐れ入ります。
何卒よろしくお願いいたします。
こんにちは
そもそもで申し訳ないですが,NC旋盤でのインクリメンタル指令(U,W)は現在サポートされておりません orz
単純に需要がなかったということですが,これを機に対応したいと思います.
しばらくお待ちください.
こんにちは
投稿にあたり,サポート掲示板の利用規約を読んでいただいてると思いますが,さすがにこの情報だけでどうにかなるものではありません.利用規約と重複しますが
などなど,可能な限り情報を提供してください.
ワタシャ神様でも聖人でもありませんので,もう少し考えていただかないと困りますよ~
意図したとおりのシミュレーション結果を確認できました。
ご対応ありがとうございました。
今後とも宜しくお願いいたします。
ご対応ありがとうございます。
リリースアップお待ちしております。
何卒、宜しくお願い致します。
こちらも意外と簡単になおりましたが,コアライブラリのBoostC++が間もなくバージョンアップするので,そのタイミングでリリースします.もうしばらくお待ちください.
バグレポートありがとうございました.
なるほど確認できました.
調査するのでしばらくお待ちください.
ちなみに最初のD番号モーダルの件は意外と簡単に直せました.
すいません。
当方インクリメンタルなので
モーダルグループ3(G90,G91)の初期値は
G91を使用しています。
ちなみに径補正はD17=4.0、D18=10.0です。
はて?違いがあるようには見えませんけども.
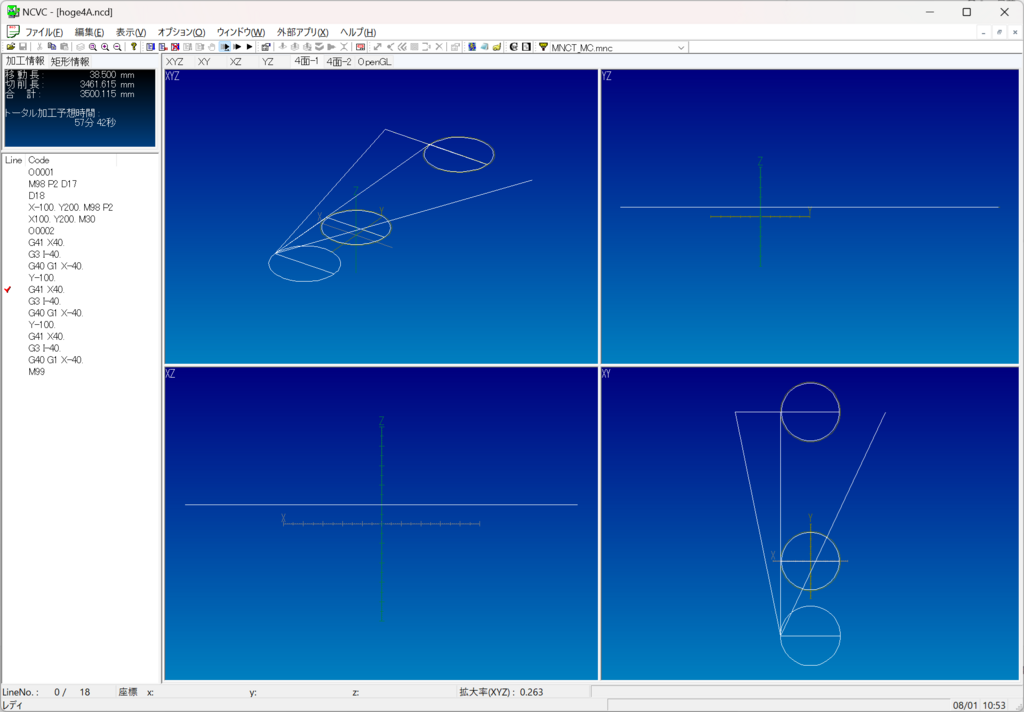
これの対策をVer4.14aでしたんだけどなぁ(Issue#21)
以下の画像はVer4.14bです.
まがら 様
ご連絡ありがとうございます。
大変失礼しました。Ver4.14でした。
Ver4.14bで確認できました。
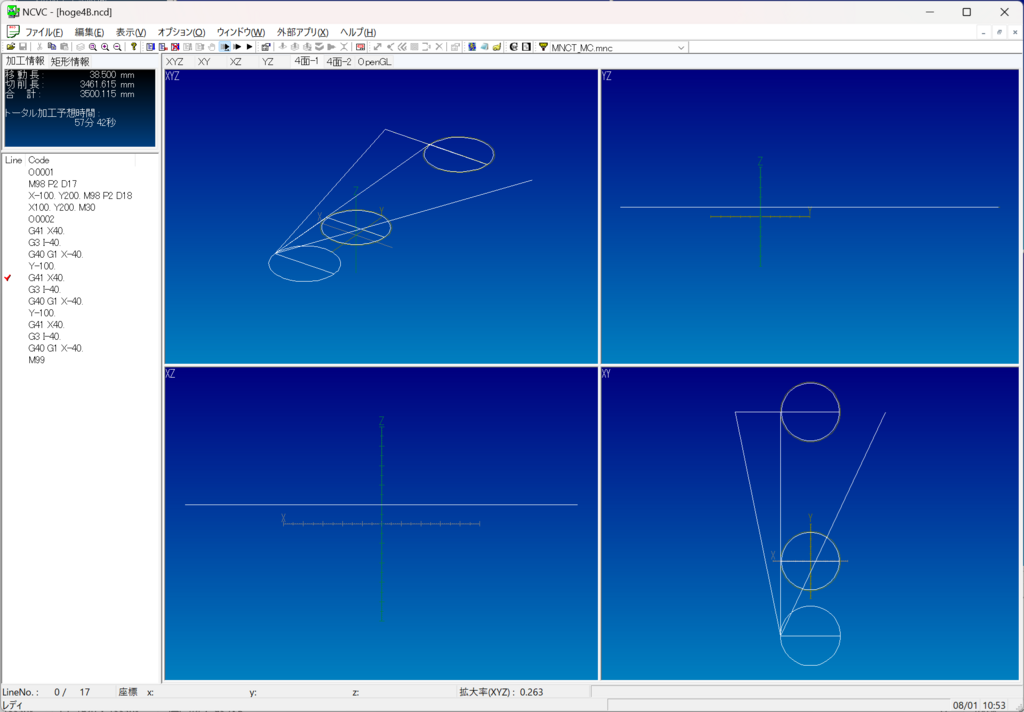
ただ、別の問題がわかりました。
D18の記述位置を
例Aから例Bのようにした時に
例Bのパスがおかしくなります。
(例A)
%
O0001
M98 P2 D17
D18
X-100. Y200. M98 P2
X100. Y200. M30
O0002
G41 X40.
G3 I-40.
G40 G1 X-40.
Y-100.
G41 X40.
G3 I-40.
G40 G1 X-40.
Y-100.
G41 X40.
G3 I-40.
G40 G1 X-40.
M99
%
(例B)
%
O0001
M98 P2 D17
X-100. Y200. M98 P2 D18
X100. Y200. M30
O0002
G41 X40.
G3 I-40.
G40 G1 X-40.
Y-100.
G41 X40.
G3 I-40.
G40 G1 X-40.
Y-100.
G41 X40.
G3 I-40.
G40 G1 X-40.
M99
%
示していただいたコードを工場のスタッフとも確認しましたが,最新のVer4.14bでは径補正されているようです.NCVCのバージョンをご確認ください.
早速のご連絡ありがとうございます。
お時間あるときで構いませんので
ご対応宜しくお願いします。
下記、例のような時にモーダルでないため、補正なしになります。
(例)
%
O0001
M98 P2 D21
X-100. M98 P2 D22
X-100. M98 P2 D23
X200. M30
O0002
G41 X40.
G3 I-40.
G40 G1 X-40.
M99
%
こんにちは
教育上の配慮ですが,FANUCの仕様としてはDのモーダルも認められているということで対応します.
(少し立て込んでいるので,いつになるかわかりません.)
こちらはVer4.14aで修正しました.
本校の実習で使っている範囲では問題ないと報告を受けておりますが,まだ問題があるようなら具体的に書いていただけると助かります.
有難うございました。今からやってみます!
NC生成に関するFAQ https://k-magara.github.io/faq/generate.html
にあります.
こんばんは、お世話になります。WIN11にしたらNC生成オプションの設定で、切削条件ファイルの読み書きに失敗しました。のエラーになるのですが教えてください。何度もソフト入れ替えたり、「regedit]でアインストールして、みたりして、初期設定してみたんですが お忙しいところ恐縮ですがよろしくお願いします
んなわけないのは分かってますが、意図して切削条件を変えてないのに変わったので質問しています。
最近使い始めたばかりで理解しきれていないのは重々承知しています。
本があるのも初耳です。
取り敢えず3章見てみます。
こんにちは
"いきなり"?? 意図せず勝手に入るようになったということですか? んなわけないでしょうww
Z値のほうもそうですが,切削条件を変えたからそうなったと思いますよ.なぜ変わったのかは知りませんけど.
文脈から察するに,NCデータが生成される仕組みをよく理解されていないご様子.
ソフトの性格上,正しく理解して使わないと事故の元となります.まず本を買って勉強されることを強く推奨します.
ご質問の件は3章の基本的な加工あたりに書かれてますよ~
ではがんばってください.
返信が遅れて申し訳ありません。
忙しくて自分のプログラムの方に手が付かずに確認が遅れてしまいました。
問題無く表示されています。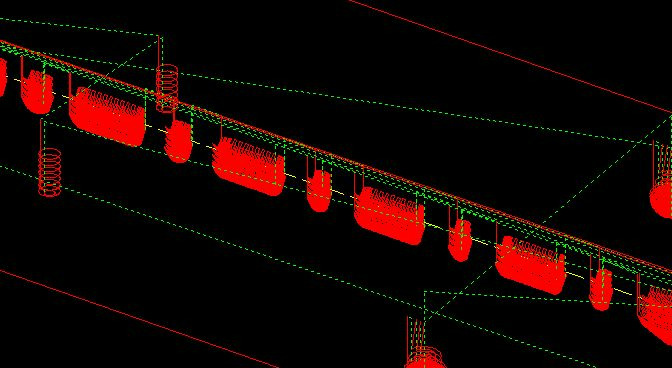
有難うございます。
こんにちは
本日Ver4.14bをリリースしました.
翌日リリースで少し気が引けましたが,次が立て込んでいるので...
バグレポートありがとうございました😄
確認しました.直します.
Issue#24 再オープンです.
画像を付けそこないました。「アップロード」を押さないとダメなんですね。
※始点、終点がおかしい、という事です。
因みに64ビット版です。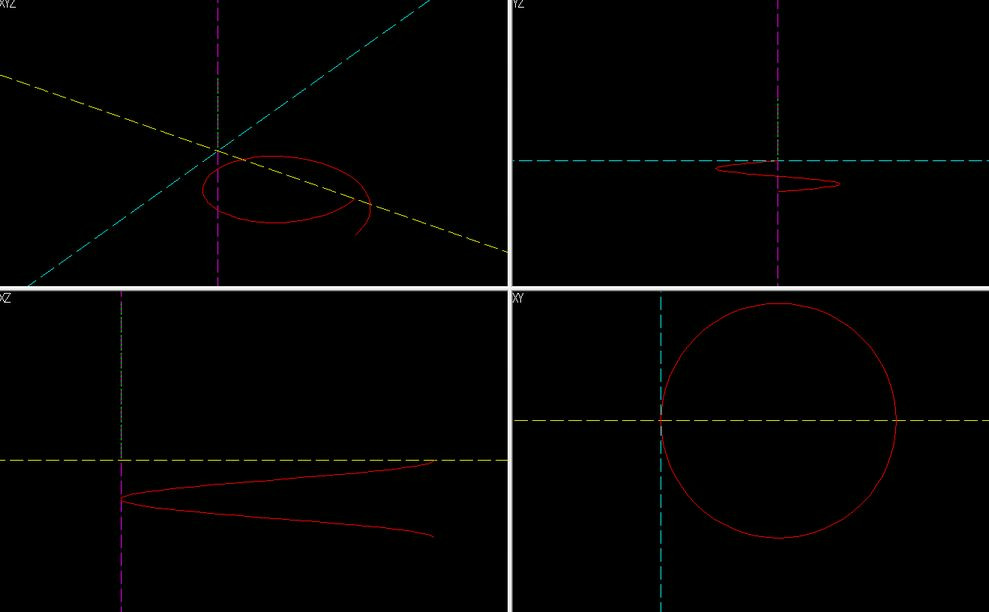
早速テストしてみました。
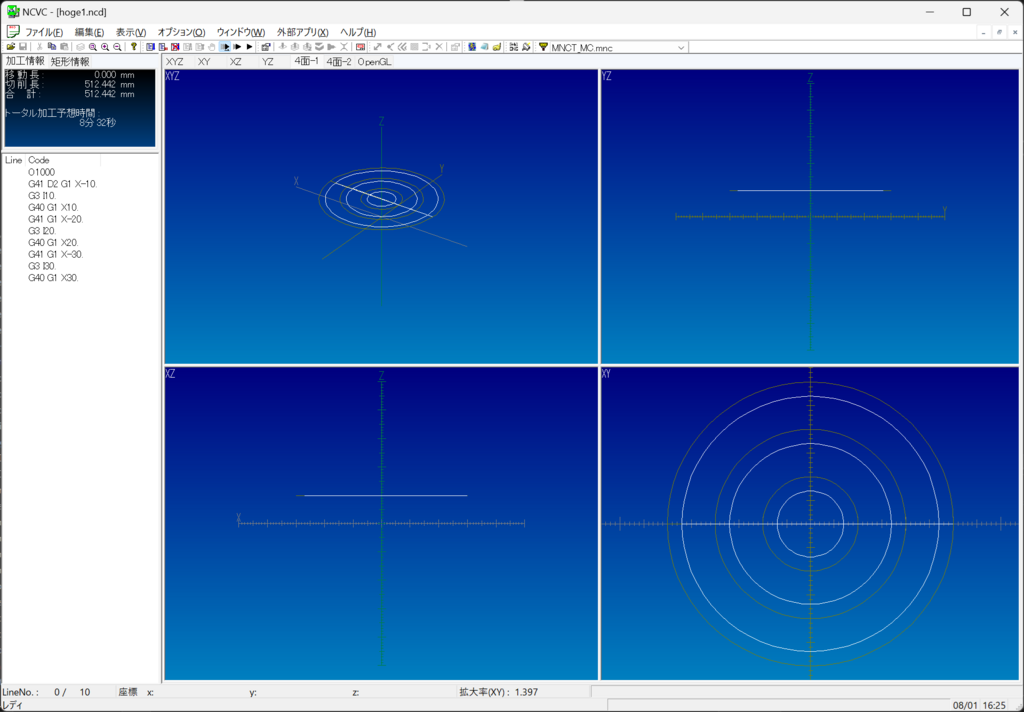
円(ヘリカル)で表示がおかしいようですけど、
真柄さんの環境では正常でしょうか?
※XYは付けても大丈夫になりました。他の2件も大丈夫だと思います。
G00X0Y0Z0
G02I1.0Z-0.5F30(X0Y0を入れても同じ)
こんにちは
本日Ver4.14aをリリースしました.
上記1~3はこれでなおっていると思います.ご賞味ください.
特定ビデオカード上での不具合はまだ調査中です.
やっと環境が整いつつあります.
おはようございます。色々NCテストしまして返事が遅くなってしまいました。
今回ご指導ありがとうございました。また何かございましたらよろしくお願いいたします。
Look at FAQ!
https://k-magara.github.io/faq/generate.html
上のもここにあったwww
要約すると
こんばんは お陰様でなおりました!
切削レイヤのチエックを外すことと、メモ帳でレイヤ行削除2通りやってみました。ただヘッダーのコメント消しと保存ができていません。よろしかったら、ご指導頂ければたすかります。
お世話になり大変助かりました又何かありましたらよろしく、ご指導をお願い致します。
現場スタッフに確認したところ,実機(FUNAC)でも問題ないということなので対応がむばります.
(実習でもよく学生が書くそうです)
こんばんは!早速のご連絡ありがとうございます。
早速ご指導の件試してみます。後日、結果報告させて頂きます。
ありがとうございました
前提として、『NCVCが作り出すコードがおかしい』、と言っているわけではありません。
NCVCの『ビュワー機能』についての事です。
本来、
G02X0Y0I1.0
とXYを書き込んでも大丈夫な筈?なのにちゃんと表示されない、という事です。
GRBLの仕様とは別の問題としておかしいのでは?
で、GRBLでは、
G02I1.0J0F30
だと、軸指定が無いのでダメです。
GRBLのエラーコードの26に相当します。
https://github.com/gnea/grbl/blob/master/doc/csv/error_codes_en_US.csv より
26 Invalid gcode ID:26 No axis words found in block for g-code command or current modal state which requires them.
[全円は2分割]にチェック、は実際に使用しています。=OKです。
モータは接続していませんがGrbl1.1hを書き込んだArduinoが眠っていたので,これで確認できました.
すると...
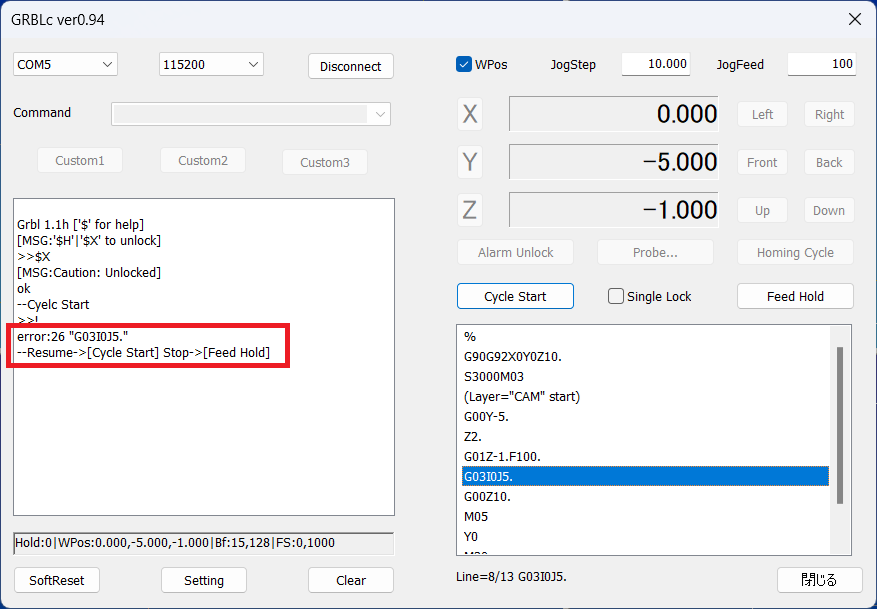
error:26 で停止しましたわ.うそ~~ん
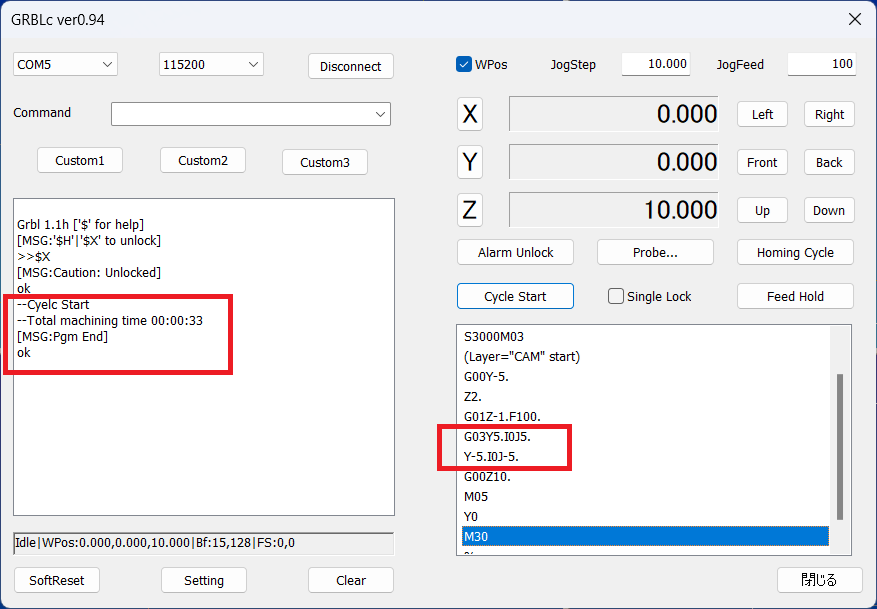
[全円は2分割]にチェックを入れるとうまくいくのでこちらでお願いします.
ちなみにこのスクショはGrblと通信できるNCVCアドインです.
(エラーリカバリがイマイチなのであまりオススメしていない)
他にもGRBLユーザさんはいらっしゃると思いますがこの報告は初めて.にわかには信じがたい.
列挙されたコードになかったのでもう一度書きますが
G02I1.0J0F30
で試してみてください.XYなしのIJ指定です.
これで失敗するようなら
[全円は2分割]にチェックして強制的にXYどちらかが発生するコードを吐く方法でお願いします.
理解しました.
座標系はかなり横着してたかも...
なるべくご希望に添えるように善処します.
G02I1.0 ←動かない、という以前に、センダーがエラーとして送信しない。
G02X0I1.0 ←OK
G02Y0I1.0 ←OK
G02X0Y0I1.0 ←OK
G02Z0I1.2 ←ダメ
という感じです。もちろん
G02X0I1.0J0F30
ならOKです。