お返事ありがとうございます! ファイルを送りたいのですが、まがらさんのメールアドレスがわかりません。
こんにちは.
どうすれば直りますか?
データがないとわかりません.送ってください.この掲示板は画像データしか貼り付けできないので ・Googleドライブ等へのリンクを貼る ・README.txtの僕宛のメルアドに添付ファイルとして送る どちらかを選択してください.
致命的エラーならリリース直後に報告あがるはずだけどなぁ...
試すとすれば
JWCADでCAMとORIGINのレイヤーを作成してNCVCに読み込んで
このときのデータ形式はDXF上書きですか?JWW形式ですか? できれば両方試していただきたいですが,どちらにしても致命的なミスなら直しておきたいと思います.
こんばんは
NCVCにインポートをしようとしてもできまん
どうできないのか書いてもらわないと何もわかりませんよ.何かエラーメッセージ吐いてませんか? 利用規約 https://k-magara.github.io/terms.html 読んでおいてください.
アドバイス、ありがとうございます。 おしゃる通りだと思いました。特殊なGコードを展開するプログラムの作成 から、やって見ようと思います。それにはスクリプト言語Pythonを使用して みようと思います。いつになるか分かりませんが、何か成果が出ましたら 書き込みさせてください。
出来れば自社にあります工作機械にフィットした
たとえばオークマさんのCNCとかこれまでもちょこちょこ要望はありましたが,こちらで確認できない(現物がない)のでお断りしていた次第です.まさかアドインを作ろうという猛者が現れるとは😄 理論的には可能だと思いますが,相当のスキルがないと現実的には難しいと思いますよ.
そもそもアドインの発想は,まだNCVCのソースがクローズのときに生まれたもの. いまはオープンになっているので,機能拡張したければ中身を直接いぢれます. ただしこれも 82,000行超のC++ソースコードを追えるスキルがあってのことですけどね. (的さえ絞れれば82,000行全体を見なくてもよいですが)
それよりもまずは『変換スクリプトからチャレンジしてみる』というのはいかがですか? 問題は『NCVCが対応していないGコードをシミュレーションしたい』ということだと思うので,それを変換するだけなら PerlやPythonなどで簡単に組めると思いますよ. まだ具体的なことがわからないので,勝手なことを言っているだけですけど.
(その機械ごとの特有なモードに対応する)シュミレーションを作成できたらなあ
ポイントはここ.詳細お待ちしております.
お世話になります。 お教え、またアドバイスいただきありがとうございます。 実は、NCコードのシュミレーションを作成したく思っております。 NCVCでのシュミレーションもあるのですが、出来れば自社にあります工作機械 にフィットした(その機械ごとの特有なモードに対応する)シュミレーションを 作成できたらなあ、と思っております。それを実現するには、それらのモード内容の中身も知らないとだめだとも思ういますが。この様なシュミレーションの アドインを作成できればと思っております。実現は不可能に近いのかもしれませんが? 少しやって見たいです。 FY
NCVCに組み込むには、 SDKマニュアルを参照するのだと思うのですが、これは一般的なものでしょうか?
マニュアルはありません.ご質問があれば都度答えるスタイルを想定しておりましたが,それはあくまでも『DLLプログラミングの知識を有すること』を前提としています.
失礼ながら「NCVCに組み込むには」のワードから『必要な知識はこれから』と推察されます. (間違っていたらごめんなさい) 前回もそういう風に感じたので,プログラミング的なハナシは一切しませんでした. (tsp159.csvもSolveTSPの中にありましたね.すっかり忘れていました^^;)
だからダメではないですよ.誤解のないように. むしろそのチャレンジ精神を高く評価したいと思います.ありがとうございます.
著書:いまからはじめるNC工作 第2版 p.229~の要点を一部掲載します. ・DLL(Dynamic Link Library:動的リンクライブラリ)とは,実行時にリンクされるもの (対義語が Static Library:静的ライブラリ,ビルド時にリンクされるもの) ・NCVCアドインはDLL形式で提供され,本体の機能を内部から拡張できる仕組みを提供 ・NCVC起動時,NCVC.EXE(NCVCの実行ファイル)と同じフォルダの *.DLL を検索し,NCVC_Initialize()関数のアドレスを取得.取得できなければNCVCアドインではないと判断.本体ソース NCVC.cpp の CNCVCApp::NCVCAddinInit() を参照. ・取得できればその関数を呼ぶ.アドイン側はその関数で所定の値を設定すれば,必要な時に本体から呼ばれる.SendNCDだとSendNCD.cppの194行目参照.
とりあえず「NCVCに組み込むには」の答えは以上になります.
何がしたくて
アドインソフトの作成にトライしたく思い
なのか,もう少し具体的に書いていただいた方が,的確なアドバイスができると思いますよ. 単純にプログラミングの勉強でもぜんぜんいいんですけど,目標を明確にする方が上達も早いと思います.
お世話になっております。質問が的を得ていませんで、申し訳ありませんでした。 私も、アドインソフトの作成にトライしたく思い、まずはSolveTSPの作成方法を学びたいと思いました。 ほかのアドインは、ファイル->アドインで選択出来ますが、SolveTSPは、このメニューには表示 されないので、どのようにすれば良いのかと思った次第です。 変な質問をし、申し訳ありませんでした。
返信ありがとうございます。 既に構想されていたのですねー。流石です。
確かに切り残し位置の指定方法とかユーザーインターフェースとか、 いろいろ考えなければいけないことがあって悩ましいですよね。
私案ですが、NCVC上で切り残し位置を設定するのであれば、DXFを開いた画面上で 特定のレイヤーを選択し、切り残しを作りたい位置に手動で点を打って場所指定するのが シンプルかなと思います。 指定した切削深さ以降は、その点の前後一定範囲は線を無視(線が無いと解釈)して NCデータを生成するイメージです。
線を無視する範囲などは切削条件ファイル(*.nci)に設定を持たせ、点の位置は例えば CAM01に対する切り残しならCAM01Aとか、対応関係が分かりやすい名前のレイヤーを DXFに追加して上書き保存するのが良いのではないかと考えています。 これならCAM01の線はそのまま残っているので断線指示の変更やキャンセルも簡単です。 CAM01AというレイヤーにCADであらかじめ点(円)を作図して出力しても良いですね。 CAD上で線をカットするのは結構手間ですが、点だけの作図であればまだ楽です。
ただ、寸法が大きな物だと切り残し箇所も多数必要で、手動で点を打つのも大変ですから、 一定間隔で自動的に点を生成してくれるような機能はあるとベターかなとは思います。 自動生成すると好ましくない位置に点が生成されてしまう場合があると思いますが、 そういう点は画面上で確認して削除したり、ドラッグして位置調整できると便利そうです。
いろいろ勝手に書いてしまいましたが、機能の追加は本当に大変なことだと思います。 なので、あまり期待しないようにして、でもちょっとだけ期待して待っていますね。w
こんにちは
ご提案ありがとうございます. この機能はすでに構想にありますが, https://github.com/NCVC-CAM/NCVC/issues/5 いろいろ面倒なことが多くて,僕の中では中断しているのが正直なところです.
少し前に進めてみようかと思いますが,あまり期待しないでくださいねww
申し訳ないですが,何がしたくて何に困っているのか解読不能です.文書で伝えるのって本当に難しい.
サンプルデータ tsp159.csv を開き
このデータはFYさんが作ったデータですか? インストーラには含まれていないはず.(昔つくったかな~?) 何らかの不具合があるのならデータを提示してほしいところですが,それ以前の話なので一旦置いといて...
で作成されたNCデータは、SolveTSPが有効になっているのでしょうか?
う~~ん...質問の意味がわからない... SolveTSPは必要な時に呼び出せばいいので,有効とか無効とかそういうレベルの話ではないんですが...
タイトルと出てくるワードから「何が聞きたいか」の推測ですが, 「穴加工の移動最適化をしたいけど,どうしたらいい?」 であってますか?
逆に質問内容がコレでないと,SolveTSPを使う必要はないですよ.つまり無効にせずともOK.
なんか嫌な予感するな~(独り言デス)
動作チェック確認できました。 ご対応ありがとうございました。 今後とも何卒宜しくお願い致します。
お手間を取らせました. おかげですぐに原因が特定できました.
ありがとうございました.今後ともよろしくお願いいたします.
まがら 様 お世話になります。
% O0001 G90G92X0Y0Z10. S3000M03 G91G0X50.Y50. M98P0002 X-100. M98P0002 Y-100. M98P0002 X100. M98P0002 X-50.Y50. M5 G28X0Y0Z0 M30 O0002 G4P100 M99 %
は問題ありません。
% O0001 G90G92X0Y0Z10. S3000M03 G91G0X50.Y50.M98P0002 X-100.M98P0002 Y-100.M98P0002 X100.M98P0002 X-50.Y50. M5 G28X0Y0Z0 M30 O0002 G4P100 M99 %
と記述したいのですが、同じパスになりません。 インクリメンタルの問題でしょうか? よろしくお願いいたします。
こちらの簡易テストでは問題ないようです. 不具合のあるコードを送って頂ければ検証します. こちらで検証したコードを以下に示します. この掲示板はMarkDown記法が使えるので,バッククォート×3で括ればコードっぽい貼り付けが可能ですよ~
% G90G92X0Y0Z10. S3000M03 G00X33.24Y-13.296 G00Z1. G01Z-2.F100 X101.285Y3.128F300M98P0001 G00Z10. M05 G00X0Y0 M30 O0001 X147.43Y-21.508M99 %
まがら 様 大変お世話になっております。 度々すいません、M98についてもご対応お願いいたします。 以下、FANUCのマニュアルより
まがら 様 動作チェック問題ありません。 おかげさまで思った通りに描画できました。 迅速なご対応ありがとうございました。 感謝の気持ちでいっぱいです。 今後も何卒よろしくお願いします。
返信遅くなり申し訳ありません。 具体的なコードまで頂いてありがとうございます。 現在ActivePerlのインストール方法が変わっていて戸惑っていました。 webで勉強しながら頂いたコードを使わせて頂き微調整していきたいと思います。 この度はありがとうございました。 今後もよろしくお願い致します。
意外とすぐ対応できました.加えて横着していた隠れバグも修正しています. お試しください.
まがら 様 早速の回答ありがとうざいます。 ご対応、何卒よろしくお願いいたします。
情報訂正. 「独立なブロックとしなくてもかまいません」を強調していますが,それは対応できていました.
X-10.M99
の頭にG00かG01を入れていただくと動きます.「移動」と書かれているのでG00かな? つまりモーダルのバグということでした.
対応します.しばしお時間ください.
それならば,インストーラ付属の change_for_laser.pl が参考になりますよ. 末尾に変更点のみを示しています. 残念ながらPythonではなくPerlで書かれています.実行方法は著書を参考に. ただし実行環境が変わっています. https://zawazawa.jp/b5almsd0ra1jvhw3/topic/6
言語の本は紹介できません. PerlやPythonはネット情報だけでも簡単に書ける言語(個人の感想)なので,参考書を買ったことがないからです. 参考となるスクリプトをたくさん用意しているので,これをベースに自分でカスタマイズすれば,言語をマスターしていなくてもある程度のことはできると思います. https://k-magara.github.io/download/scripts.html 全部インストーラに含まれているので,標準フォルダにインストールしていれば C:\Program Files\NCVC\scripts にあります.
では健闘を祈ります.
# Z軸が下降するときに埋め込むコード $ON_Code = "G31Z-100F1000\nG92Z0\nG00Z5.0\nG92Z0\n"; ## ''だと\n効かないので""で #$OFF_Code = 'M05'; ## こちらは使わず # s/(S[\d\.]+)//; ## S置換はしない if($G0X == 1 && $Zn < $Zp){ $_ = $ON_Code . $_; ## 現在行の前に $ON_Code を挿入 ←ココがポイント # elsif(($G0X == 0 or $G0X == 1) && $Zn > $Zp){ ## このif文(上昇用)はコメントアウト # $_ = $OFF_Code . "\n"; # $Zp = $Zn; # $GCF = 1; # $preG0X = $G0X; # }
こんにちは 返信いただきありがとうございます。 簡単に絵を書いてみました。 十字がx0,y0開始点、青が移動線、オレンジ丸が切削開始点とします。 オレンジ丸の開始点に移動し、切削開始前にZ軸のプローブ G31 Z-100 F1000 G92 Z0 G0 Z5.0 G92 Z0 を挿入したいです。
Python気になっているのですが昔、C言語を勉強しようと 初心者向けの本を何冊か購入しましたが訳わからず挫折しました。 実際にプログラミング出来る方から紹介していただくのが賢明だと思いましたので Pythonで超初心者でもなんとかなりそうな書籍の紹介お願いいたします。
もう少しやりたいことを具体化してもらうとサポートできるかもしれません.
切削場所が移動するたびに → Z軸が上昇するたびに Zプローブする → 何かの計測コマンドを入れる?
オススメの書式...言語は何で考えてますか? NCVCスクリプトは大半がPerlで書かれていますが,最近はPythonが人気です.当然使う言語によって参考書は違ってきますし,それぞれに相性があると思います.実際に本屋さんで手に取ってみたほうが良いですよ.
ご質問の件,前向きに対応します.リリースまでしばらくお待ちください.
FANUCマニュアルの↓の表記がなければ,対応していませんでしたww
まがら様
お世話になっております. ご対応ありがとうございました,修正されていることを確認しました. 無料にも関わらず,ここまで対応されていることに頭が下がります.
先程,NCVCがアップデートされていることに気が付き,またこちらの書き込みにも同時に気がついた次第です.. 反応が遅くなり申し訳ございませんでした. 書き込んだ時点で,IPアドレスで身元が割れそうだなと思っておりましたが,バレバレのご様子ですね笑 秋田は大潟村だけではなく,仁賀保高原・男鹿半島などバイクで走るにはうってつけの場所が沢山です. 簡単ではないことは重々承知ですが,ぜひ一度走りに来て頂けると幸いです.
実験実習技術研究会も,実は岩手以後についてはコロナ騒動前まではほぼ全て参加しておりました. この先,ちょっとどうなるかはわかりませんが,なにかの折にご挨拶できたら嬉しく思います.
そんなこんなで,講習会も全く間に合わずで申し訳ないです. Kodatsunoも使わせて頂いたことはないですが,存在はよく存じておりますのでなにかの折に手を出したいなとは思っています.
よろしくお願いいたします.
そうでしたか 思い付きで失礼しました。「
Z主軸降下で「エンドミル径」分切削したらX軸を移動で繰り返すパターですが
Y軸モーターを外して写真のようにセット
完全に旋盤の写真ですやん...フライスでやるんでしょ? どういうフライス機械ならこういう風にできるんですか? ひょっとして自作系のフライスを魔改造するってことですか? それはもうNCVCのサポート範疇ではありません. 冷たいようですが「がんばってください」としか言えないです.ごめんなさい.
っていうか旋盤買うか作るかしましょうよ...
フライスのY軸モーターを外して写真のようにします
少々オーバーなデータを作ってみました. フライスによる丸棒の切り出しについて,可能は可能ですが,エンドミルの長さ以上には切れないことは伝わりますか? (衝突事故ですYO)
仮に工作物を絵のように置いたところで,(絵で言う)Y軸の回転は旋盤でないとできない. (最近はフライスでもA軸とかB軸とかありますが)
NCVCでできるのは,『いまからはじめるNC工作 第2版』のp.200~にあるように,せいぜい円柱側面に加工する程度です.
ということでご質問の件, 「無理だ」とは言いませんが,機械にはそれぞれ得手不得手があります. そんな無茶しないほうがいいと思いますけどね~
失礼いたしました。
絵? え~~~~ 編集で追加か追コメしてください. 何もわかりませんよwww
いろいろ立て込んでましてお待たせしております.本日修正版をリリースしたのでお試しください.
--
余談ですが,9年前のH26(2014).3に近くまで行ってましたね.その時の発表ネタを末尾に貼り付けておきます.新幹線乗り継いで行きましたけど関西からはめちゃくちゃ遠かったですわ.飛行機で行けばよかったよ.
若かりし頃は 仙台ハイランド までレース用のバイク積んで車で行った思い出もあります.僕の最北端移動記録ですww
とまぁ近くまでは行ったことがありますが,nfmtsjさんの県には足を踏み入れたことがありません.八郎潟とか行ってみたいなぁ~(バレバレだww)
余談ついでに,再来週の5/26には金沢大学にお邪魔させていただくので,よかったらどうぞ.オンラインでも参加可能です. 第24回Kodatunoオープンセミナ
返信下さり,ありがとうございました. アドバイスいただいた方法で当面対応したいと思います. よろしくお願いいたします.
こんばんは.
現象確認しました.バグレポートありがとうございます. 修正リリースまでの当面は,G80の次は G00X0Y-70. としていただけると助かります. モーダルが効いていないようですが致命的ではないので優先度が低いかも?
バグ修正作業版の対応 ありがとうございました。おかげさまでMCVC君は元気になりました。
お待たせしました.本日修正版をリリースしたのでお知らせします. 今回はよくわからない不具合に悩まされました.もう引退かな...😥
よろしくお願いいたします。

お返事ありがとうございます!
ファイルを送りたいのですが、まがらさんのメールアドレスがわかりません。
こんにちは.
データがないとわかりません.送ってください.この掲示板は画像データしか貼り付けできないので
・Googleドライブ等へのリンクを貼る
・README.txtの僕宛のメルアドに添付ファイルとして送る
どちらかを選択してください.
致命的エラーならリリース直後に報告あがるはずだけどなぁ...
試すとすれば
このときのデータ形式はDXF上書きですか?JWW形式ですか?
できれば両方試していただきたいですが,どちらにしても致命的なミスなら直しておきたいと思います.
こんばんは
どうできないのか書いてもらわないと何もわかりませんよ.何かエラーメッセージ吐いてませんか?
利用規約 https://k-magara.github.io/terms.html 読んでおいてください.
アドバイス、ありがとうございます。
おしゃる通りだと思いました。特殊なGコードを展開するプログラムの作成
から、やって見ようと思います。それにはスクリプト言語Pythonを使用して
みようと思います。いつになるか分かりませんが、何か成果が出ましたら
書き込みさせてください。
こんにちは.
たとえばオークマさんのCNCとかこれまでもちょこちょこ要望はありましたが,こちらで確認できない(現物がない)のでお断りしていた次第です.まさかアドインを作ろうという猛者が現れるとは😄
理論的には可能だと思いますが,相当のスキルがないと現実的には難しいと思いますよ.
そもそもアドインの発想は,まだNCVCのソースがクローズのときに生まれたもの.
いまはオープンになっているので,機能拡張したければ中身を直接いぢれます.
ただしこれも 82,000行超のC++ソースコードを追えるスキルがあってのことですけどね.
(的さえ絞れれば82,000行全体を見なくてもよいですが)
それよりもまずは『変換スクリプトからチャレンジしてみる』というのはいかがですか?
問題は『NCVCが対応していないGコードをシミュレーションしたい』ということだと思うので,それを変換するだけなら PerlやPythonなどで簡単に組めると思いますよ.
まだ具体的なことがわからないので,勝手なことを言っているだけですけど.
ポイントはここ.詳細お待ちしております.
お世話になります。
お教え、またアドバイスいただきありがとうございます。
実は、NCコードのシュミレーションを作成したく思っております。
NCVCでのシュミレーションもあるのですが、出来れば自社にあります工作機械
にフィットした(その機械ごとの特有なモードに対応する)シュミレーションを
作成できたらなあ、と思っております。それを実現するには、それらのモード内容の中身も知らないとだめだとも思ういますが。この様なシュミレーションの
アドインを作成できればと思っております。実現は不可能に近いのかもしれませんが? 少しやって見たいです。
FY
こんにちは.
マニュアルはありません.ご質問があれば都度答えるスタイルを想定しておりましたが,それはあくまでも『DLLプログラミングの知識を有すること』を前提としています.
失礼ながら「NCVCに組み込むには」のワードから『必要な知識はこれから』と推察されます.
(間違っていたらごめんなさい)
前回もそういう風に感じたので,プログラミング的なハナシは一切しませんでした.
(tsp159.csvもSolveTSPの中にありましたね.すっかり忘れていました^^;)
だからダメではないですよ.誤解のないように.
むしろそのチャレンジ精神を高く評価したいと思います.ありがとうございます.
著書:いまからはじめるNC工作 第2版 p.229~の要点を一部掲載します.
・DLL(Dynamic Link Library:動的リンクライブラリ)とは,実行時にリンクされるもの
(対義語が Static Library:静的ライブラリ,ビルド時にリンクされるもの)
・NCVCアドインはDLL形式で提供され,本体の機能を内部から拡張できる仕組みを提供
・NCVC起動時,NCVC.EXE(NCVCの実行ファイル)と同じフォルダの *.DLL を検索し,NCVC_Initialize()関数のアドレスを取得.取得できなければNCVCアドインではないと判断.本体ソース NCVC.cpp の CNCVCApp::NCVCAddinInit() を参照.
・取得できればその関数を呼ぶ.アドイン側はその関数で所定の値を設定すれば,必要な時に本体から呼ばれる.SendNCDだとSendNCD.cppの194行目参照.
とりあえず「NCVCに組み込むには」の答えは以上になります.
何がしたくて
なのか,もう少し具体的に書いていただいた方が,的確なアドバイスができると思いますよ.
単純にプログラミングの勉強でもぜんぜんいいんですけど,目標を明確にする方が上達も早いと思います.
お世話になっております。質問が的を得ていませんで、申し訳ありませんでした。
私も、アドインソフトの作成にトライしたく思い、まずはSolveTSPの作成方法を学びたいと思いました。
ほかのアドインは、ファイル->アドインで選択出来ますが、SolveTSPは、このメニューには表示
されないので、どのようにすれば良いのかと思った次第です。
変な質問をし、申し訳ありませんでした。
返信ありがとうございます。
既に構想されていたのですねー。流石です。
確かに切り残し位置の指定方法とかユーザーインターフェースとか、
いろいろ考えなければいけないことがあって悩ましいですよね。
私案ですが、NCVC上で切り残し位置を設定するのであれば、DXFを開いた画面上で
特定のレイヤーを選択し、切り残しを作りたい位置に手動で点を打って場所指定するのが
シンプルかなと思います。
指定した切削深さ以降は、その点の前後一定範囲は線を無視(線が無いと解釈)して
NCデータを生成するイメージです。
線を無視する範囲などは切削条件ファイル(*.nci)に設定を持たせ、点の位置は例えば
CAM01に対する切り残しならCAM01Aとか、対応関係が分かりやすい名前のレイヤーを
DXFに追加して上書き保存するのが良いのではないかと考えています。
これならCAM01の線はそのまま残っているので断線指示の変更やキャンセルも簡単です。
CAM01AというレイヤーにCADであらかじめ点(円)を作図して出力しても良いですね。
CAD上で線をカットするのは結構手間ですが、点だけの作図であればまだ楽です。
ただ、寸法が大きな物だと切り残し箇所も多数必要で、手動で点を打つのも大変ですから、
一定間隔で自動的に点を生成してくれるような機能はあるとベターかなとは思います。
自動生成すると好ましくない位置に点が生成されてしまう場合があると思いますが、
そういう点は画面上で確認して削除したり、ドラッグして位置調整できると便利そうです。
いろいろ勝手に書いてしまいましたが、機能の追加は本当に大変なことだと思います。
なので、あまり期待しないようにして、でもちょっとだけ期待して待っていますね。w
こんにちは
ご提案ありがとうございます.
この機能はすでに構想にありますが,
https://github.com/NCVC-CAM/NCVC/issues/5
いろいろ面倒なことが多くて,僕の中では中断しているのが正直なところです.
少し前に進めてみようかと思いますが,あまり期待しないでくださいねww
こんにちは.
申し訳ないですが,何がしたくて何に困っているのか解読不能です.文書で伝えるのって本当に難しい.
このデータはFYさんが作ったデータですか?
インストーラには含まれていないはず.(昔つくったかな~?)
何らかの不具合があるのならデータを提示してほしいところですが,それ以前の話なので一旦置いといて...
う~~ん...質問の意味がわからない...
SolveTSPは必要な時に呼び出せばいいので,有効とか無効とかそういうレベルの話ではないんですが...
タイトルと出てくるワードから「何が聞きたいか」の推測ですが,
「穴加工の移動最適化をしたいけど,どうしたらいい?」
であってますか?
逆に質問内容がコレでないと,SolveTSPを使う必要はないですよ.つまり無効にせずともOK.
なんか嫌な予感するな~(独り言デス)
動作チェック確認できました。
ご対応ありがとうございました。
今後とも何卒宜しくお願い致します。
お手間を取らせました.
おかげですぐに原因が特定できました.
ありがとうございました.今後ともよろしくお願いいたします.
まがら 様
お世話になります。
は問題ありません。
と記述したいのですが、同じパスになりません。
インクリメンタルの問題でしょうか?
よろしくお願いいたします。
こちらの簡易テストでは問題ないようです.
不具合のあるコードを送って頂ければ検証します.
こちらで検証したコードを以下に示します.
この掲示板はMarkDown記法が使えるので,バッククォート×3で括ればコードっぽい貼り付けが可能ですよ~
まがら 様
大変お世話になっております。
度々すいません、M98についてもご対応お願いいたします。
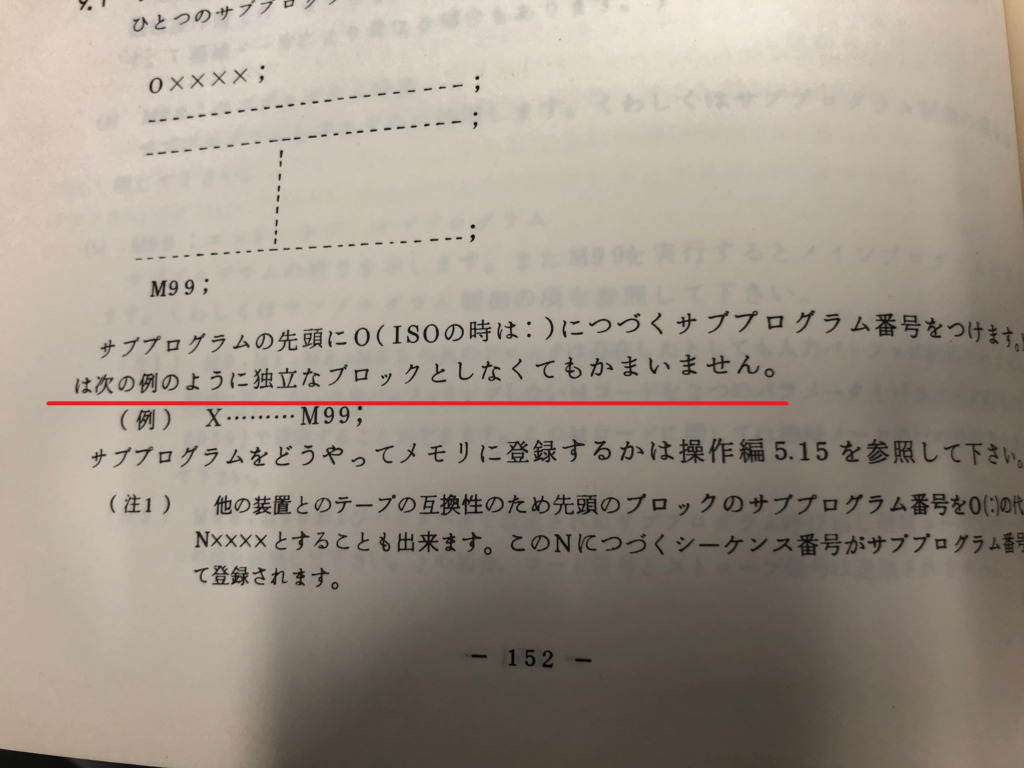
以下、FANUCのマニュアルより
まがら 様
動作チェック問題ありません。
おかげさまで思った通りに描画できました。
迅速なご対応ありがとうございました。
感謝の気持ちでいっぱいです。
今後も何卒よろしくお願いします。
返信遅くなり申し訳ありません。
具体的なコードまで頂いてありがとうございます。
現在ActivePerlのインストール方法が変わっていて戸惑っていました。
webで勉強しながら頂いたコードを使わせて頂き微調整していきたいと思います。
この度はありがとうございました。
今後もよろしくお願い致します。
意外とすぐ対応できました.加えて横着していた隠れバグも修正しています.
お試しください.
まがら 様
早速の回答ありがとうざいます。
ご対応、何卒よろしくお願いいたします。
情報訂正.
「独立なブロックとしなくてもかまいません」を強調していますが,それは対応できていました.
X-10.M99の頭にG00かG01を入れていただくと動きます.「移動」と書かれているのでG00かな?
つまりモーダルのバグということでした.
対応します.しばしお時間ください.
それならば,インストーラ付属の change_for_laser.pl が参考になりますよ.
末尾に変更点のみを示しています.
残念ながらPythonではなくPerlで書かれています.実行方法は著書を参考に.
ただし実行環境が変わっています.
https://zawazawa.jp/b5almsd0ra1jvhw3/topic/6
言語の本は紹介できません.
PerlやPythonはネット情報だけでも簡単に書ける言語(個人の感想)なので,参考書を買ったことがないからです.
参考となるスクリプトをたくさん用意しているので,これをベースに自分でカスタマイズすれば,言語をマスターしていなくてもある程度のことはできると思います.
https://k-magara.github.io/download/scripts.html
全部インストーラに含まれているので,標準フォルダにインストールしていれば
C:\Program Files\NCVC\scripts
にあります.
では健闘を祈ります.
こんにちは
返信いただきありがとうございます。
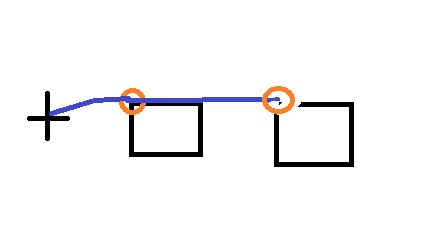
簡単に絵を書いてみました。
十字がx0,y0開始点、青が移動線、オレンジ丸が切削開始点とします。
オレンジ丸の開始点に移動し、切削開始前にZ軸のプローブ
G31 Z-100 F1000
G92 Z0
G0 Z5.0
G92 Z0
を挿入したいです。
Python気になっているのですが昔、C言語を勉強しようと
初心者向けの本を何冊か購入しましたが訳わからず挫折しました。
実際にプログラミング出来る方から紹介していただくのが賢明だと思いましたので
Pythonで超初心者でもなんとかなりそうな書籍の紹介お願いいたします。
こんにちは
もう少しやりたいことを具体化してもらうとサポートできるかもしれません.
切削場所が移動するたびに → Z軸が上昇するたびに
Zプローブする → 何かの計測コマンドを入れる?
オススメの書式...言語は何で考えてますか?
NCVCスクリプトは大半がPerlで書かれていますが,最近はPythonが人気です.当然使う言語によって参考書は違ってきますし,それぞれに相性があると思います.実際に本屋さんで手に取ってみたほうが良いですよ.
こんにちは
ご質問の件,前向きに対応します.リリースまでしばらくお待ちください.
FANUCマニュアルの↓の表記がなければ,対応していませんでしたww
まがら様
お世話になっております.
ご対応ありがとうございました,修正されていることを確認しました.
無料にも関わらず,ここまで対応されていることに頭が下がります.
先程,NCVCがアップデートされていることに気が付き,またこちらの書き込みにも同時に気がついた次第です..
反応が遅くなり申し訳ございませんでした.
書き込んだ時点で,IPアドレスで身元が割れそうだなと思っておりましたが,バレバレのご様子ですね笑
秋田は大潟村だけではなく,仁賀保高原・男鹿半島などバイクで走るにはうってつけの場所が沢山です.
簡単ではないことは重々承知ですが,ぜひ一度走りに来て頂けると幸いです.
実験実習技術研究会も,実は岩手以後についてはコロナ騒動前まではほぼ全て参加しておりました.
この先,ちょっとどうなるかはわかりませんが,なにかの折にご挨拶できたら嬉しく思います.
そんなこんなで,講習会も全く間に合わずで申し訳ないです.
Kodatsunoも使わせて頂いたことはないですが,存在はよく存じておりますのでなにかの折に手を出したいなとは思っています.
よろしくお願いいたします.
そうでしたか 思い付きで失礼しました。「
Z主軸降下で「エンドミル径」分切削したらX軸を移動で繰り返すパターですが
完全に旋盤の写真ですやん...フライスでやるんでしょ? どういうフライス機械ならこういう風にできるんですか?
ひょっとして自作系のフライスを魔改造するってことですか?
それはもうNCVCのサポート範疇ではありません.
冷たいようですが「がんばってください」としか言えないです.ごめんなさい.
っていうか旋盤買うか作るかしましょうよ...
フライスのY軸モーターを外して写真のようにします
少々オーバーなデータを作ってみました.
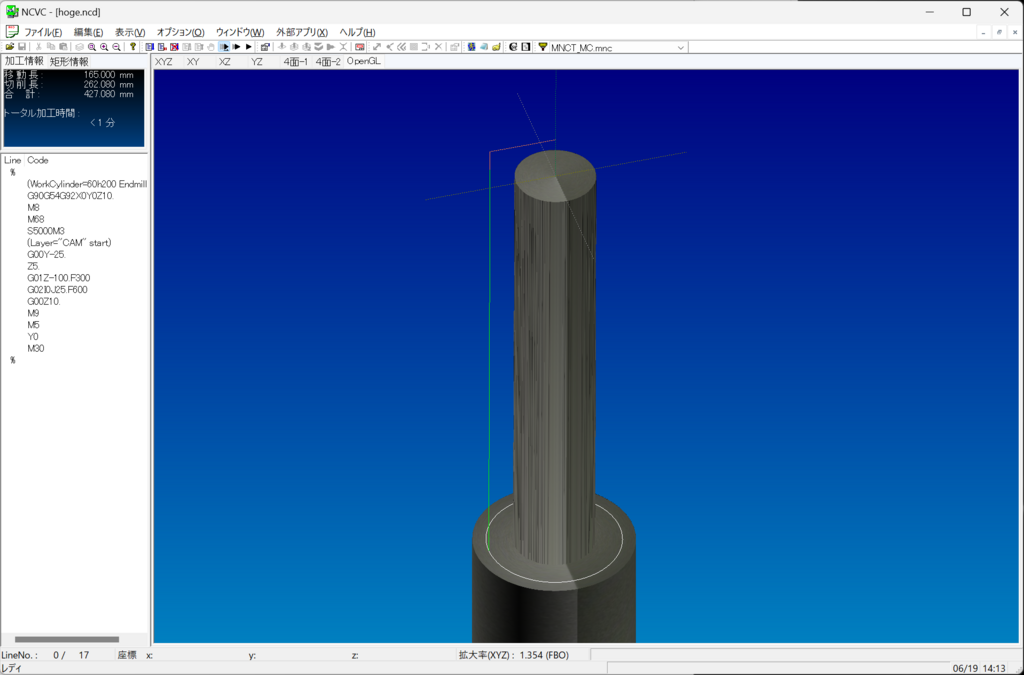
フライスによる丸棒の切り出しについて,可能は可能ですが,エンドミルの長さ以上には切れないことは伝わりますか? (衝突事故ですYO)
仮に工作物を絵のように置いたところで,(絵で言う)Y軸の回転は旋盤でないとできない.
(最近はフライスでもA軸とかB軸とかありますが)
NCVCでできるのは,『いまからはじめるNC工作 第2版』のp.200~にあるように,せいぜい円柱側面に加工する程度です.
ということでご質問の件,
「無理だ」とは言いませんが,機械にはそれぞれ得手不得手があります.
そんな無茶しないほうがいいと思いますけどね~
失礼いたしました。
絵? え~~~~
編集で追加か追コメしてください.
何もわかりませんよwww
こんにちは
いろいろ立て込んでましてお待たせしております.本日修正版をリリースしたのでお試しください.
--
余談ですが,9年前のH26(2014).3に近くまで行ってましたね.その時の発表ネタを末尾に貼り付けておきます.新幹線乗り継いで行きましたけど関西からはめちゃくちゃ遠かったですわ.飛行機で行けばよかったよ.
若かりし頃は 仙台ハイランド までレース用のバイク積んで車で行った思い出もあります.僕の最北端移動記録ですww
とまぁ近くまでは行ったことがありますが,nfmtsjさんの県には足を踏み入れたことがありません.八郎潟とか行ってみたいなぁ~(バレバレだww)
--
余談ついでに,再来週の5/26には金沢大学にお邪魔させていただくので,よかったらどうぞ.オンラインでも参加可能です.
第24回Kodatunoオープンセミナ
まがら様
返信下さり,ありがとうございました.
アドバイスいただいた方法で当面対応したいと思います.
よろしくお願いいたします.
こんばんは.
現象確認しました.バグレポートありがとうございます.
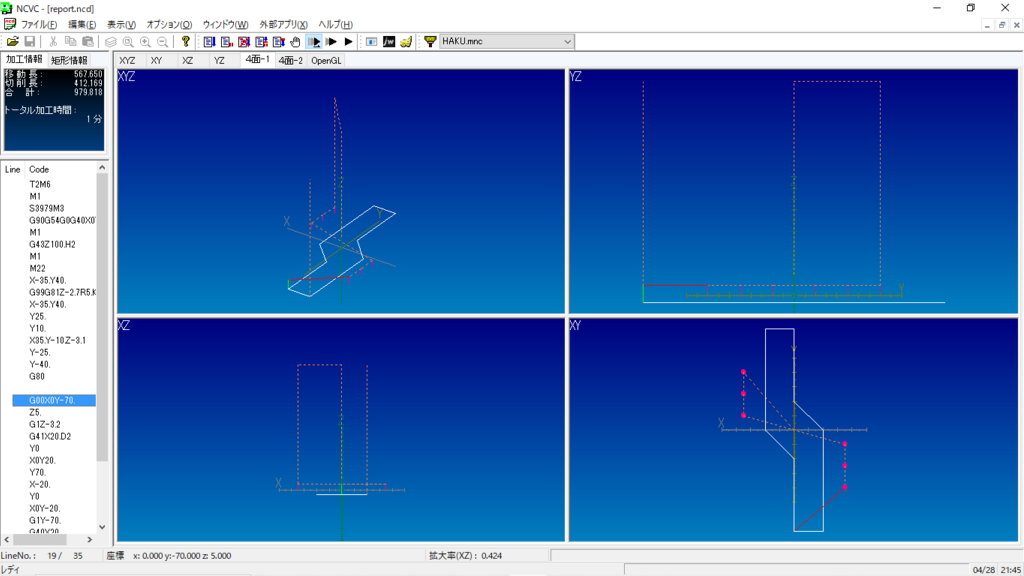
修正リリースまでの当面は,G80の次は G00X0Y-70. としていただけると助かります.
モーダルが効いていないようですが致命的ではないので優先度が低いかも?
バグ修正作業版の対応 ありがとうございました。おかげさまでMCVC君は元気になりました。
お待たせしました.本日修正版をリリースしたのでお知らせします.
今回はよくわからない不具合に悩まされました.もう引退かな...😥
よろしくお願いいたします。